ステッピングモーターの冷却にCPU用のヒートシンクを使っていたが、見た目がイマイチだった。
Yahooショッピングに良さげなモノがあったので購入した。
モーターへの接着は3M 熱伝導性両面テープを使用。粘着力が強くいい感じだ。
3M 熱伝導性両面テープ

見た目もいい感じになった。オレンジ色がかっこいい!
ただし効果は未確認。

時計学校のこと、時計づくりのこと
ステッピングモーターの冷却にCPU用のヒートシンクを使っていたが、見た目がイマイチだった。
Yahooショッピングに良さげなモノがあったので購入した。
モーターへの接着は3M 熱伝導性両面テープを使用。粘着力が強くいい感じだ。
3M 熱伝導性両面テープ
見た目もいい感じになった。オレンジ色がかっこいい!
ただし効果は未確認。
CNCをなにげに見ていたらネジが外れていた。
切削時の振動で外れたのだ。
時計の竜頭固定用に購入したロックタイトを塗ってネジをしめなおす。
これで大丈夫だろう・・・。

日本人で、極めて完成度の高いオンリーワンのトゥールビヨンを制作した、浅岡 肇氏の時計づくりを紹介した書籍。
浅岡氏は、独学で時計づくりを習得し、3D CADや自作のCNCを駆使して魅力的な時計を制作している。
ほんとスゴイなぁと思うし、あこがれの存在である。
私はまだ時計作りの入口に入った程度なので足元にも及ばないが、浅岡氏をロールモデルにして時計づくりを進めたいと思う。
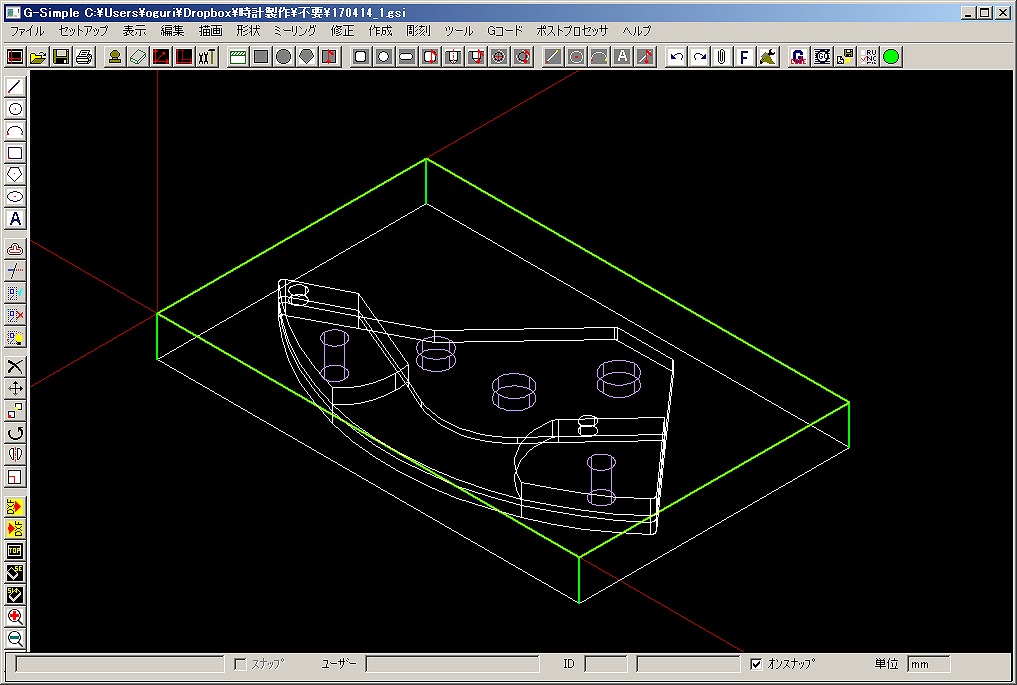
G-SimpleというフリーのCAMソフトで切削データを作成した。
G-Simpleは、日本語化されており、書籍があり、操作は簡単で、無料のソフトである。まさにいいことずくめ。
Gコードを自動的に作成してくれるので、初心者向きの良くできたソフトだと思うのだが、私の使用条件では機能が不足しており、結論としては使えないという判断をした。
1つめの機能不足は、タブ付きの切り抜きができないこと。タブとは、材料を切削して制作物を切り抜く際、全部切り抜くと制作物が飛んでしまうため、プラモデルみたいに足を付けて飛ばないようにするためのもの。ポケット加工で外周だけ加工する設定にすれば、切り抜き加工はできるし、自分でタブっぽい絵を書いてポケット加工すればいいのだが、イマイチうまくいかない。
2つめの機能不足は、島加工をすると、ワーク(材料)全体を削ろうとするので、無駄な切削が多く、また全体が削られるのでワークを固定することができない。
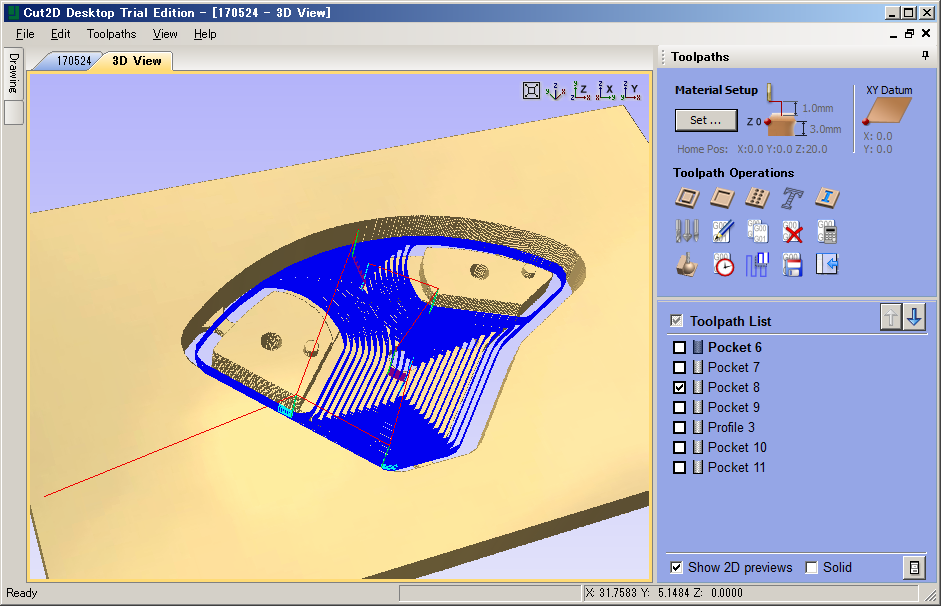
3つめの機能不足は、ツールパス(切削するエンドミルの経路)がまっすぐしか作成されないので、切削の効率が悪いこと。
ちゃんとしたCAMは渦巻き状に切削してくれるが、G-Simpleはまっすぐだけなので無駄なZ軸の上げ下げが多い。
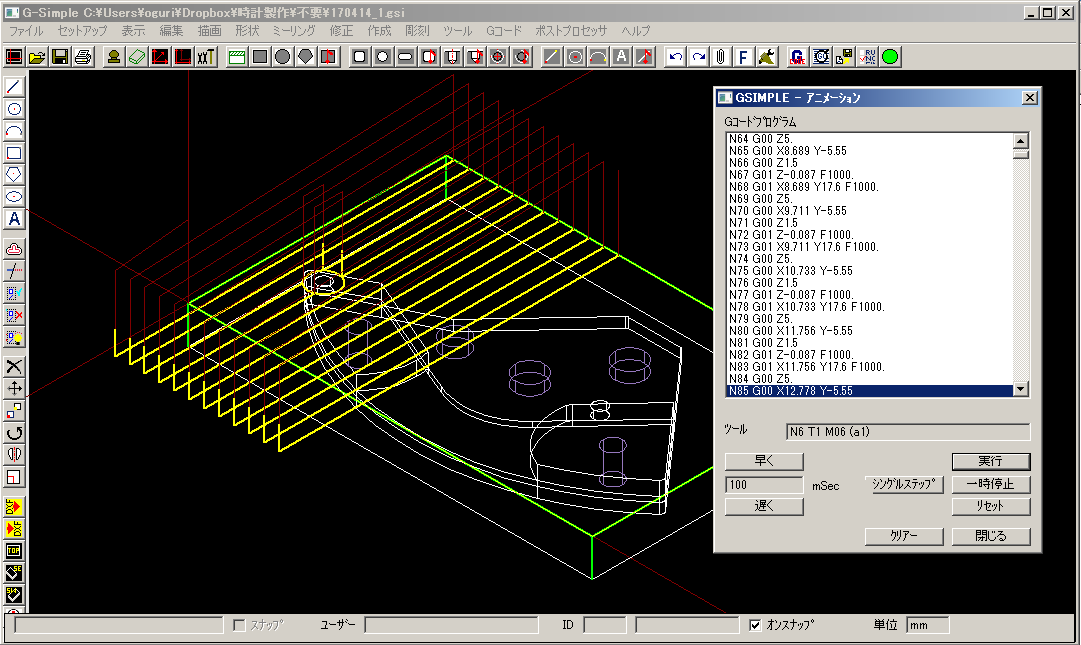
結果としてはCut2DというCAMソフトを採用することにした。
Cut2Dは次回説明する。
CNCを使うためには、まずCADとCAMで切削用のデータ(Gコード)を作成する必要がある。
CAD未経験の人はこの部分のハードルが高いと思う。
私は一応CADを使っていた経験があるので、使用に抵抗感はない。まぁ2次元の電気設計CADだが。
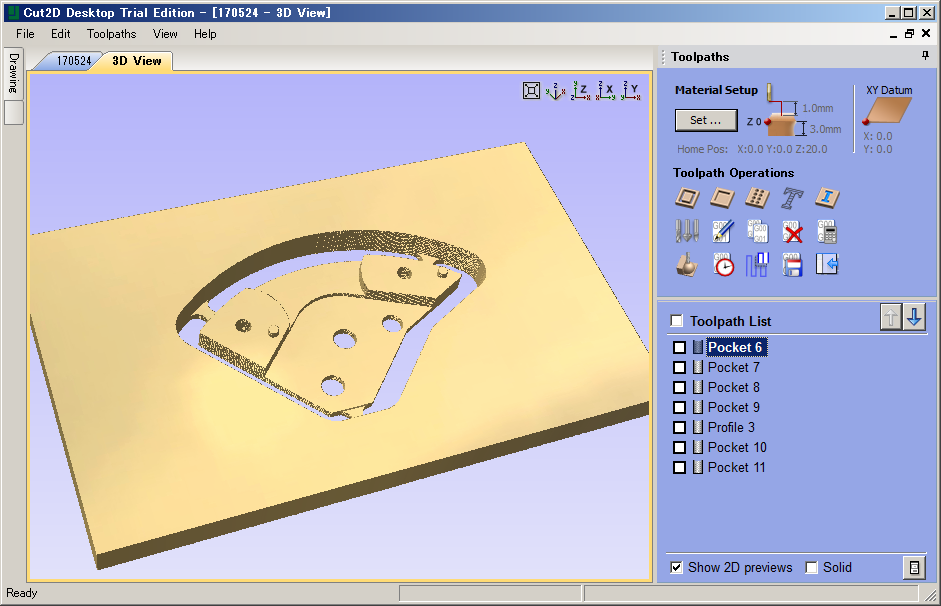
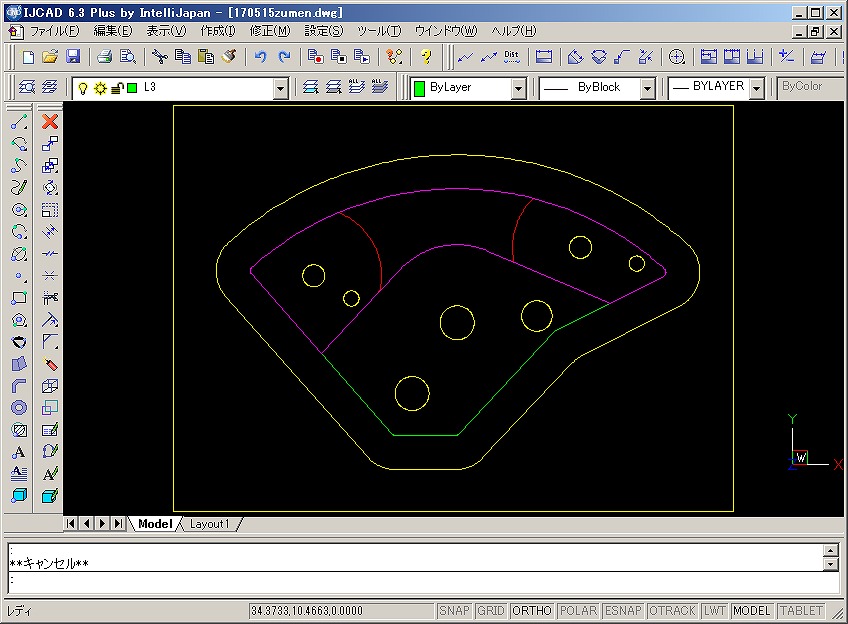
いきなりオリジナルの時計の設計は無理なので、既存の時計の部品をリバースエンジニアリングして部品を作成する。
ちなみにこの部品は輪列受けという部品で歯車を固定する部品だ。
直径は2cmほどしかないが、時計の部品としてはかなり大きい部類である。
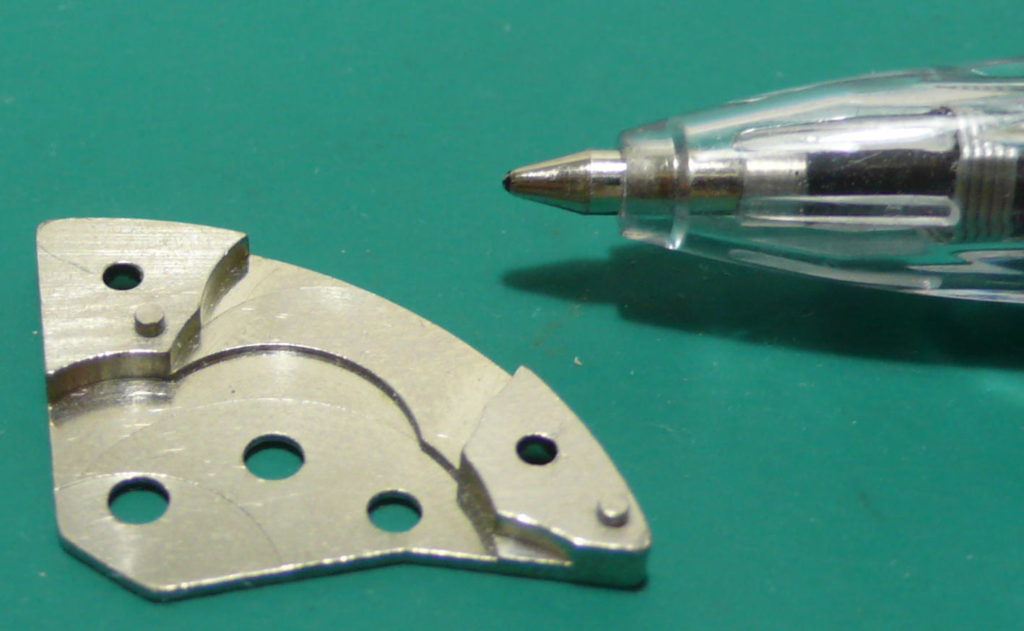
とりあえず2次元CADデータはできた。
現物と微妙に形が違うが・・・穴やポッチの寸法・位置は正しいので、部品として機能するはずだ。
Z軸のステッピングモーターの振動は解消したが、少し動かすとなぜかZ軸だけかなり高温になる。
30分くらい使用すると、触れないくらい高温になる。
ネットで調べると、ファン付のヒートシンクを付けると改善されるらしい。
ネットで紹介されていたちょうど良いサイズのヒートシンクは、もう販売されてないようで、類似品を探したが見つからなかった。
しょうがないので、CPUの冷却用のヒートシンク+ファンを購入した。
なんか、たいそうな見た目になった・・・。ファンが光るし(笑)
効果は・・・まだ試していない。

ステッピングモーターのZ軸だけ、停止しているときに、ガガガガと大きな振動と音がある。動き出すと振動と音は止まる。
XY軸は、しゅーーーと静かな音が出ているだけだ。
Z軸のモーターを、別の軸のモーターと交換したが改善されない。
ネットで調べると、この振動は、ステッピングモーターが完全に止まらず、行ったり来たりしているのが原因のようだ。
よくわからないが、Z軸はスピンドル等の重みがモーターにかかっているのが原因かもしれない。
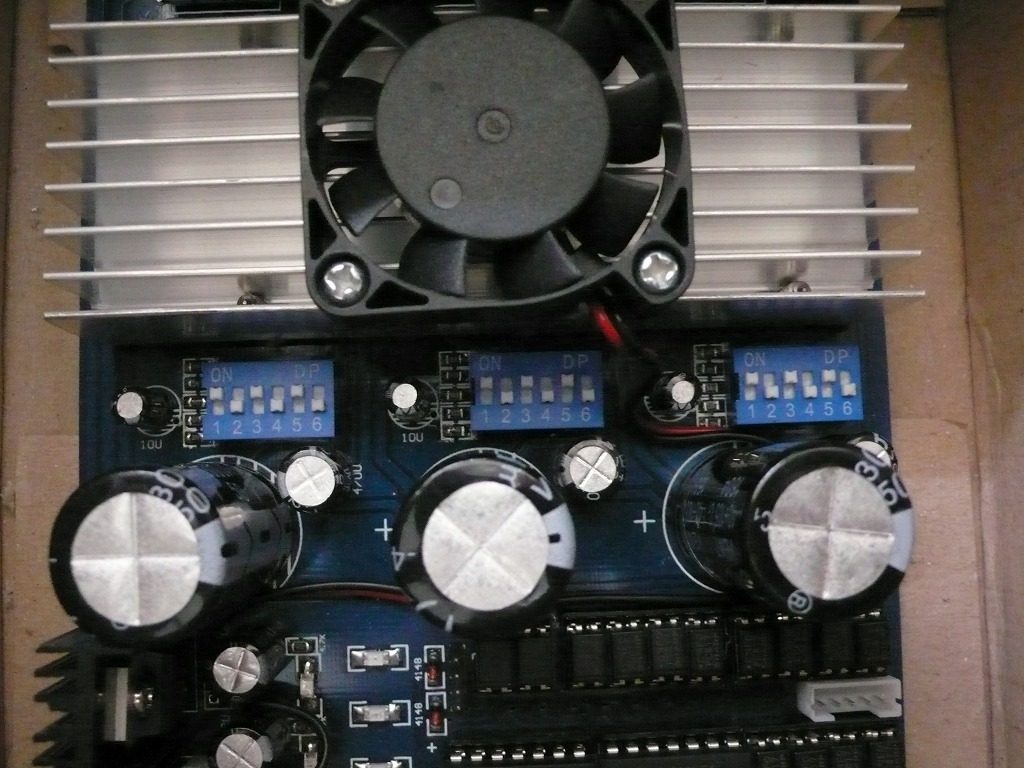
Mach3の設定にそれらしい項目が無かったので、CNCボード側の設定を変更してみる。
CNCボード(サインスマート CNC TB6560 ステップモーター ドライバー ボード)のディップスイッチをいろいろ変更してみたところ、Decay Mode SettingsをFASTから25%に変更したら、かなり改善された。
Decay Mode Settingsが何を意味するのか分からない。

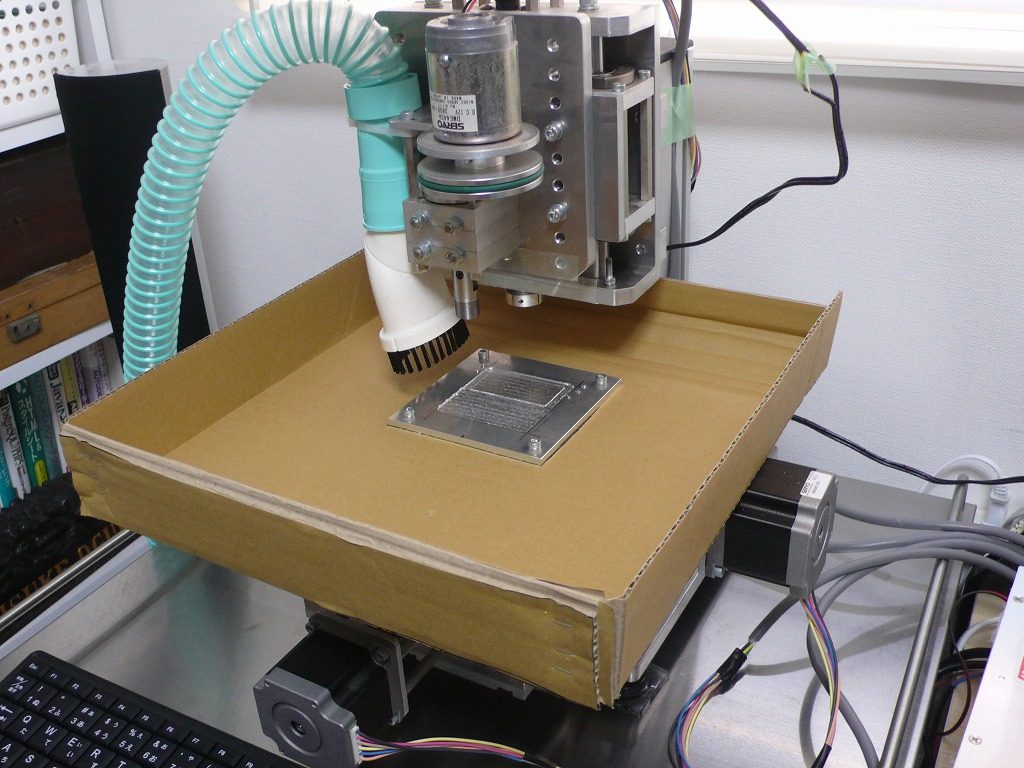
材料をCNCフライスで切削すると大量の削りクズが出る。
集塵機能を付けても、100%回収できるわけではない。
特に送りネジ部分に削りクズが付着するのは、良くないと思う。
とりあえずダンボールで削りクズの拡散を防止する対策をした。
ちょいと格好が悪いが、これで削りクズが飛び散ることはなくなった。
いずれは、ちゃんとしたカバーをつくりたいと思う。
ネットでCNCの情報を見ていると、掃除機による集塵機能を付けている人が多い。
細いエンドミルを使っていると、切削クズが原因でエンドミルが折れることもあるらしいので、ぜひ導入したい。
オリジナルマインドで集塵機作成キットを購入すると、3万円もするので自作することにした。
クーラントライナーホースキットと洗濯ホースでつくるのが良いみたいだ。
早速アマゾンでクーラントライナーホースキットと洗濯ホースを購入した。
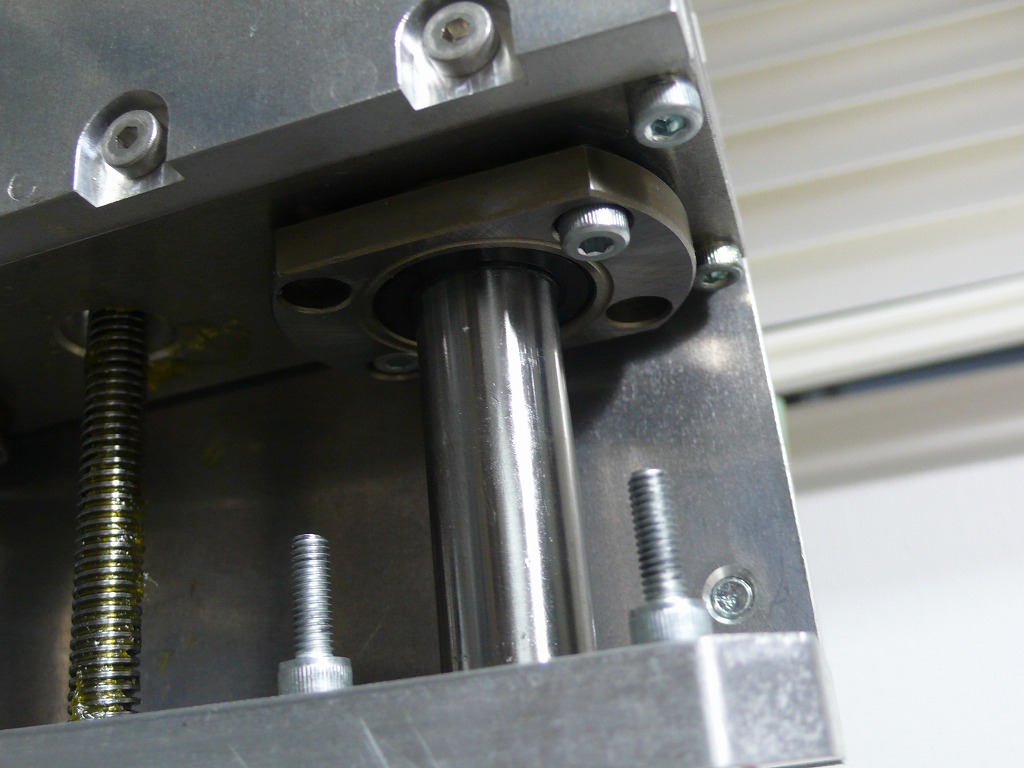
クーラントライナーホースキットは、写真のように2つに分割され、オレンジの先端は外れた状態で来た。
手でつなげようとするも、硬くてつながらない。つなげるには専用工具が必要みたいだ。
この専用工具、調べてみると本体より高い。
しょうがないので、台所のコンロであぶって無理やりつなげた。
力いっぱいでつなげたので、手が痛くなった。
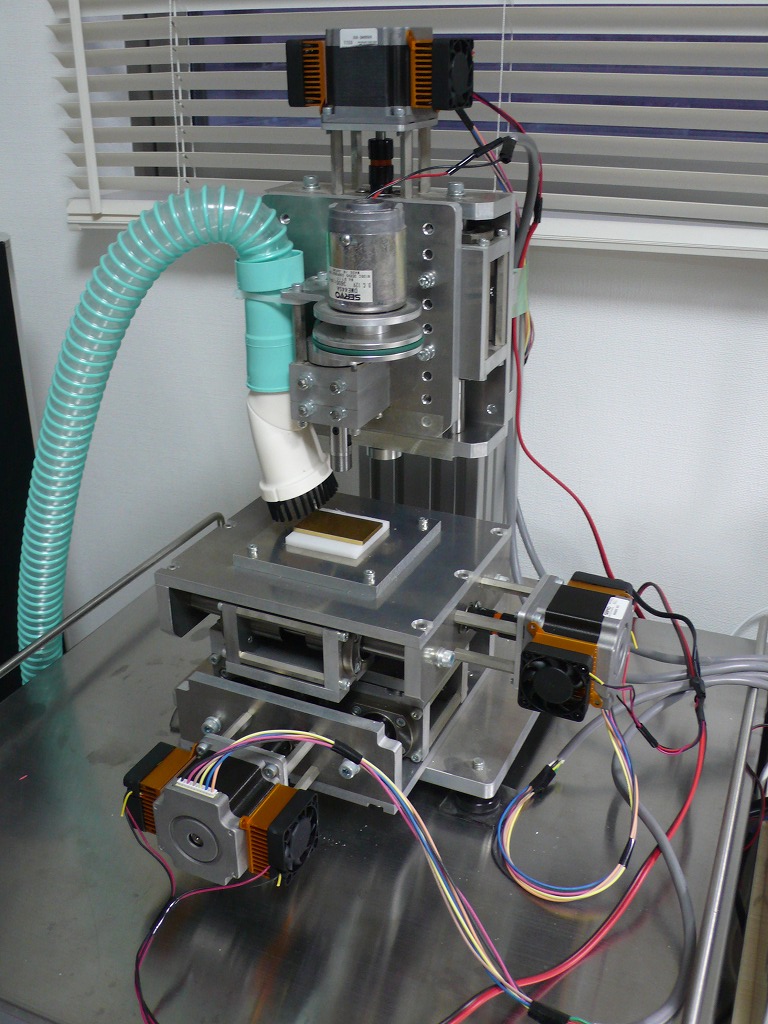
クーラントライナーホースをCNCに結束バンドで固定し、さらに洗濯ホースをつなげ、掃除機につないでみた。
すごくうるさい・・・。
掃除機からジェットエンジンみたいにキィーン爆音が鳴る。掃除機のモーターに重い負荷のかかっている音だ。
フレキシブルジョイントが細いため、その吸引に無駄に負荷がかかっているようだ。
そうゆうわけでクーラントライナーホースはボツとなった。
今度は100均で購入した掃除ノズルを付けてみた。
掃除機に負荷もかかっていないし。切削クズはちゃんと吸い込んでくれる。
すごくいい感じ♪
構造上、右側に切削クズが残るが、少なくとも切削している部分の除去は完璧だ。
というわけで、切削クズの除去には100均の掃除ヘッドがお勧めです。

切削クズは、掃除機と吸引口の間にバケツを入れて分離している人が多いが、私は小さい部品を削るだけなので大量のクズは出ない。紙パック掃除機を使っているが、毎回紙パックのクズを捨てれば問題なさそうだ。