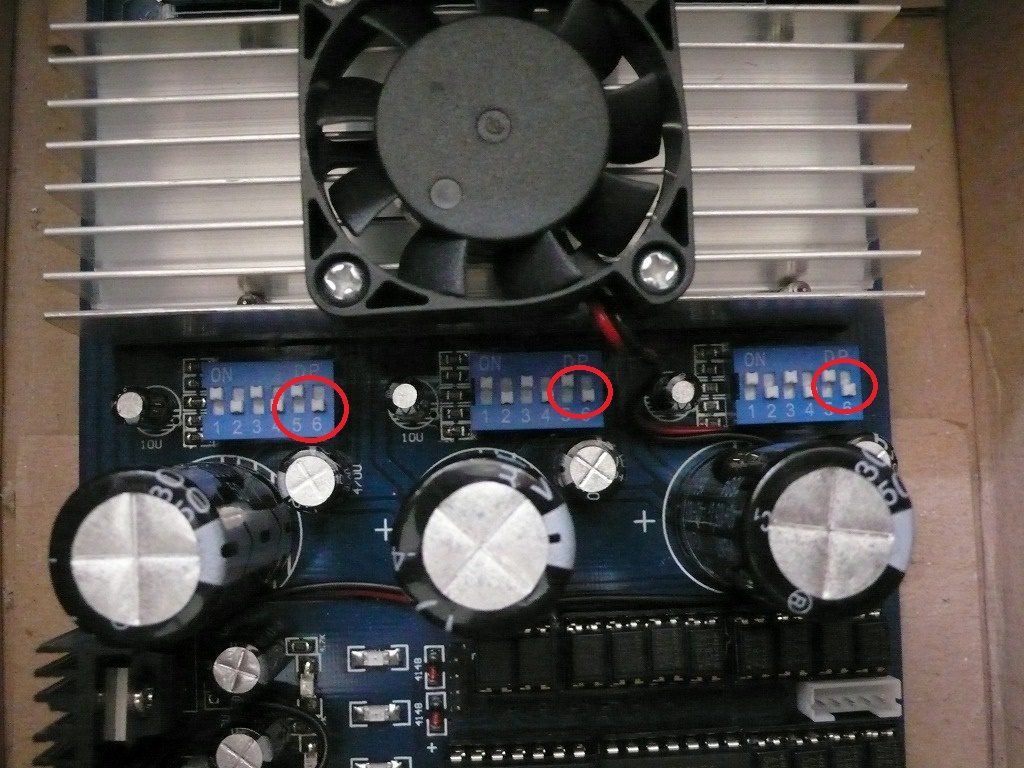
CNCを制御しているボード(サインスマート CNC TB6560 ステップモーター ドライバー ボード)のマニュアルをたまたま読んでて発見した。
今まではデフォルトで1/2ステップにしていたが、1/8ステップにすることで、ステップモーターの回転がスムーズになるらしい。
仕組みはイマイチ理解できないが・・・スムーズになるのであれば試してみる。
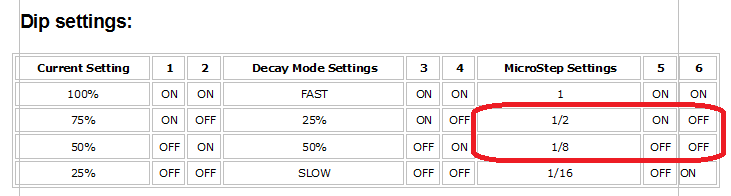
CNCのボードで、ディップスイッチの5,6がON・OFFだったのをOFF・OFFに変更する。
続いてMach3の設定をする。
ステップモーター1.8度/stepなので、200ステップで一周する。
送りねじのピッチは一周1.5mmだ。
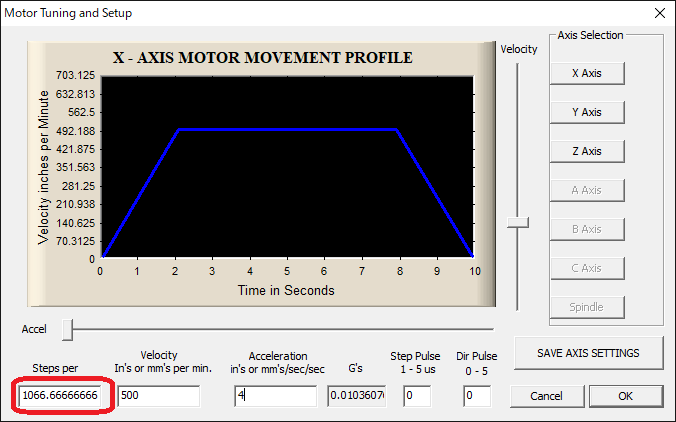
Mach3のMotor Tuning and Setupの値は、
現在は1/2ステップなので、(200*2)/1.5=266.66666666 としているのを
1/8ステップに変更することで、(200*8)/1.5=1066.66666666 にする。
うん、なんか動作音がスムーズかつ静かになった気がする。時計の5振動が8振動になったイメージだ。
モーターの速度が上がると脱調したので、Mach3でモーターの速度をF700からF500に変更する。200下がっても全く問題無い。
スムースになることで工作精度が上がったかは不明。
また試してみる。
はじめまして。
わたしも3年ぐらい前にCNC始めたのですが、どちらかというと大型なものの加工に使ってます。
材料も樹脂系がメインですかね。あまりお金はかけたくない(かけられない)ので同じくAliexpressで部品を集めて組み立てました。未だに切削条件は試行錯誤でエンドミル(これも中華で1本100-200円ぐらい)折りまくってます。スピンドルモーターは400Wブラシレスタイプを使ってるのですが、やっぱりデカいのは低速でもパワフルなのでしょうか?今でもせいぜい8000rpmが最高で回転数は足りてるのですが..アルミも偶に削るのでグレードアップ検討中です。ミンカラですけど過去のブログもよろしければみてください。
https://minkara.carview.co.jp/userid/2383826/blog/c1033274/
コメントありがとうございます。ブログ拝見しました。筐体も手作りですごいですね。
私のスピンドルは24000回転で1500Wですが、10000回転だと600Wくらいだと思うので、お使いのモーターとあまりパワーは変わらないのではと思います。アルミを削るとき、4mmエンドミルだと10000回転で、1mm以下のエンドミルは24000回転を使っています。
どうも。
今まさにアルミ板2mmを切削中なのですが1.5mm4刃で8000rpm 送り100mm/分 ランプ0.25mmです。もっと回転上げた方が良いんですかね?切削オイルはどのようにされてますか?
大型のテーブルは高低差の調整が難しく50cmぐらいの切り出しだと1mmぐらいの差が出てしまい2.0mmの板なんか切れてるところはタブまでなくなって切れてないところは半分も切れてなかったりするんですよ。台はコンパネで作ってるので反りを完全に排除することは出来ませんし反らないような材料は重すぎて無理だしで...
切削条件は、あまり詳しくないのですが、4刃でしたら回転速度は良いと思います。
切削オイルは汚れるので基本使いませんが、時々ステンコロリン緑を軽くスプレーすることはあります。
テーブルの面だしは、既にご存知だと思いますが、自分自身のテーブルを削って水平にしています。
面だし参考)http://jg1ipz.com/archives/263
おー..思いつきませんでした。ご紹介のページも熟読することにします。