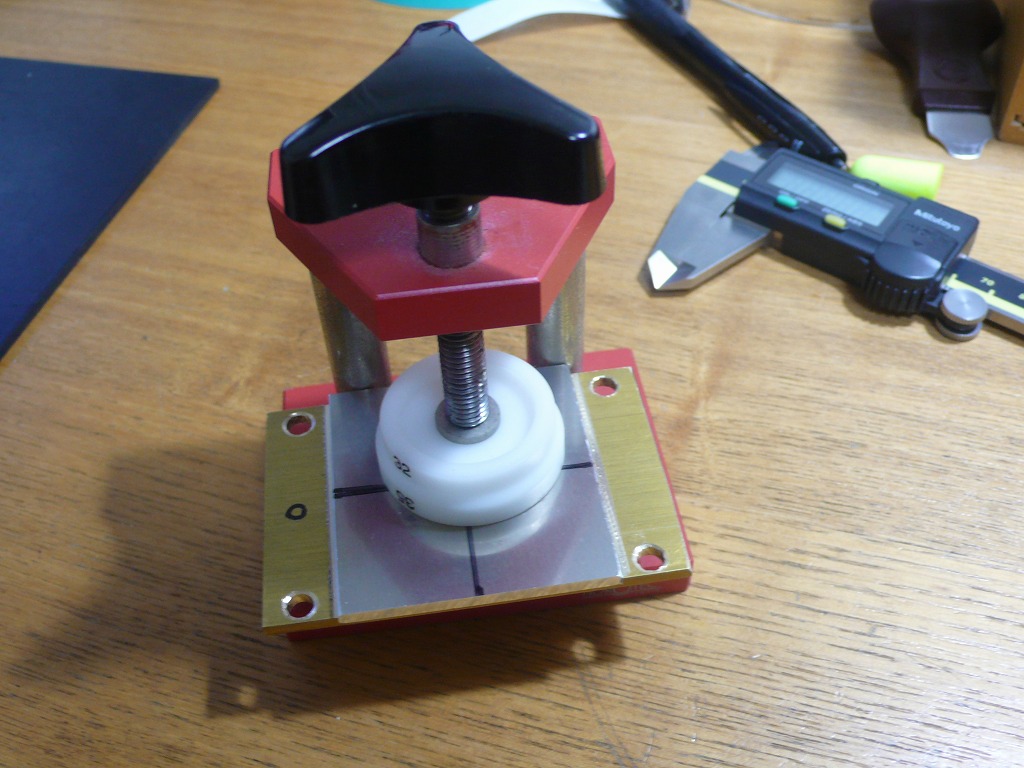
スピンドルの振れを計測してみる。
既にヤフオクでデジタル ダイヤルゲージは購入している。磁石で固定する台付きで3,000円くらい。安い。
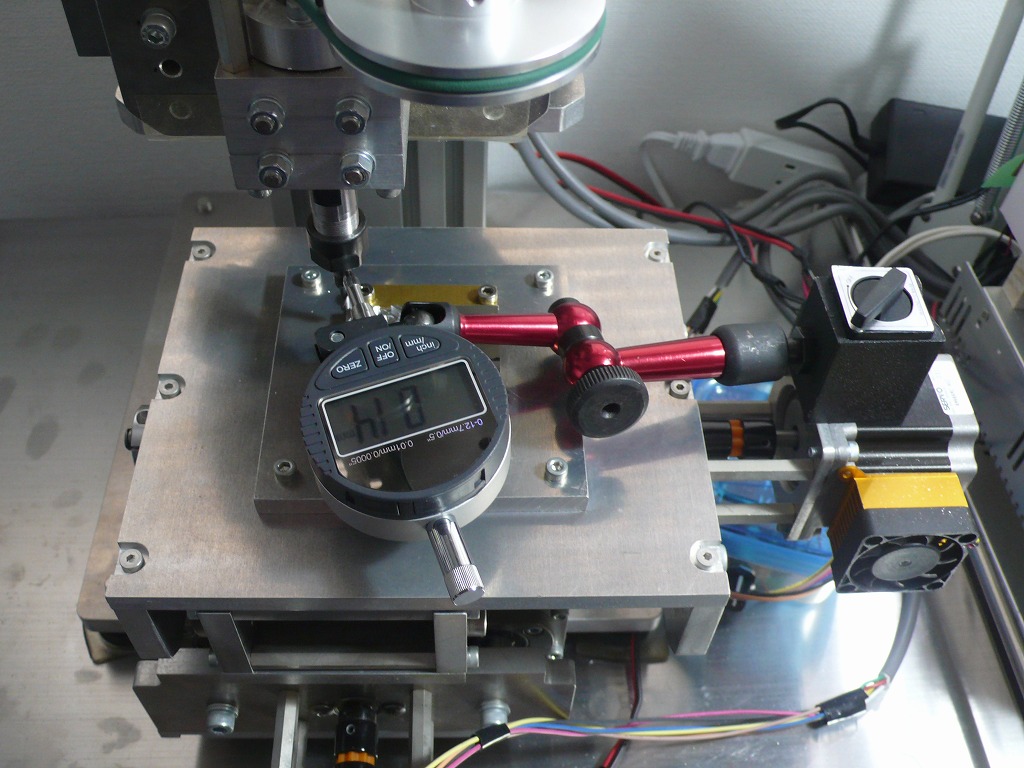
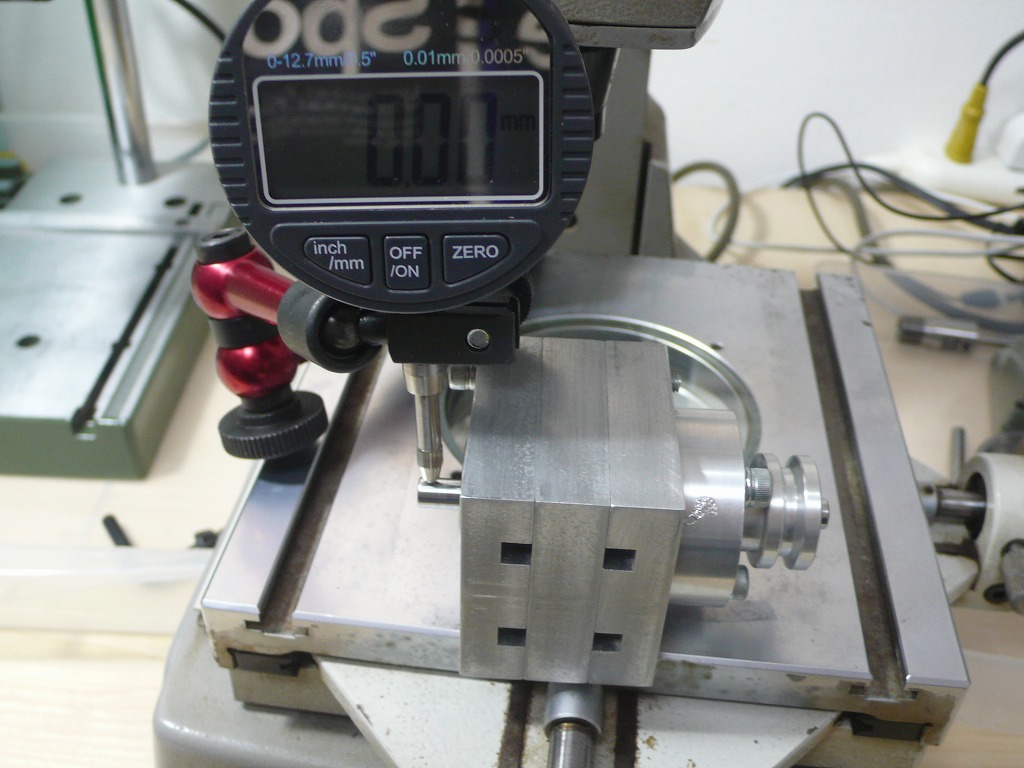
0.14mmも振れがあるやんけー。
こんなに振れがある状態で今まで切削していたとは・・・ショックだ。
犯人は分かっている。
ER11コレットホルダー おまえだっ!
軸の付いていないER11は、基本的にダメだと思った方がいいかも。
ER11コレットホルダーを外した。かなりいい感じでがっちり圧入されているので抜くのが大変だった。
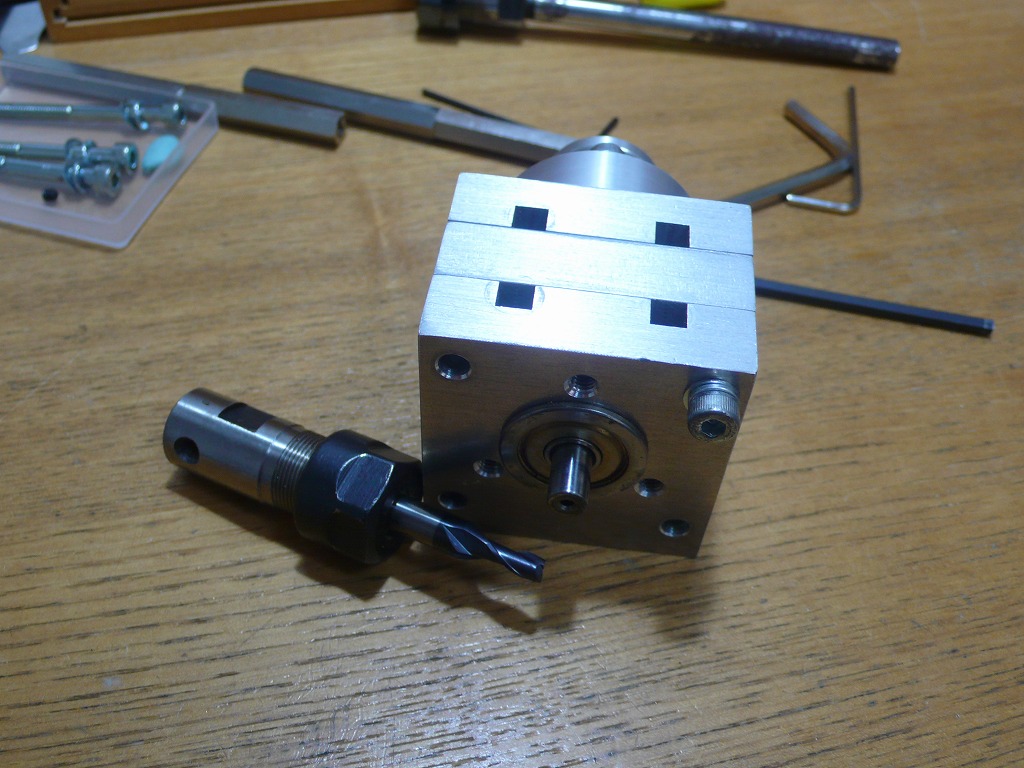
軸だけでセンターを計測した。ばっちり0.00だ。
軸の太さは6パイ
ちょうどいい具合に、ER11と6パイの軸が一体になったコレットフォルダーが部屋に転がっていたので、これで試してみる。

スピンドル部分をバラす。めんどくさい。時計を作りたいだけなのに・・・何やってんだ俺。
で、置換完了。

スピンドルの振れは・・・0.01mmまで低下。
1桁マイクロでないのが残念だが、末端のチャックしているエンドミル部分の振れなので、まぁ合格ラインではないでしょうか。

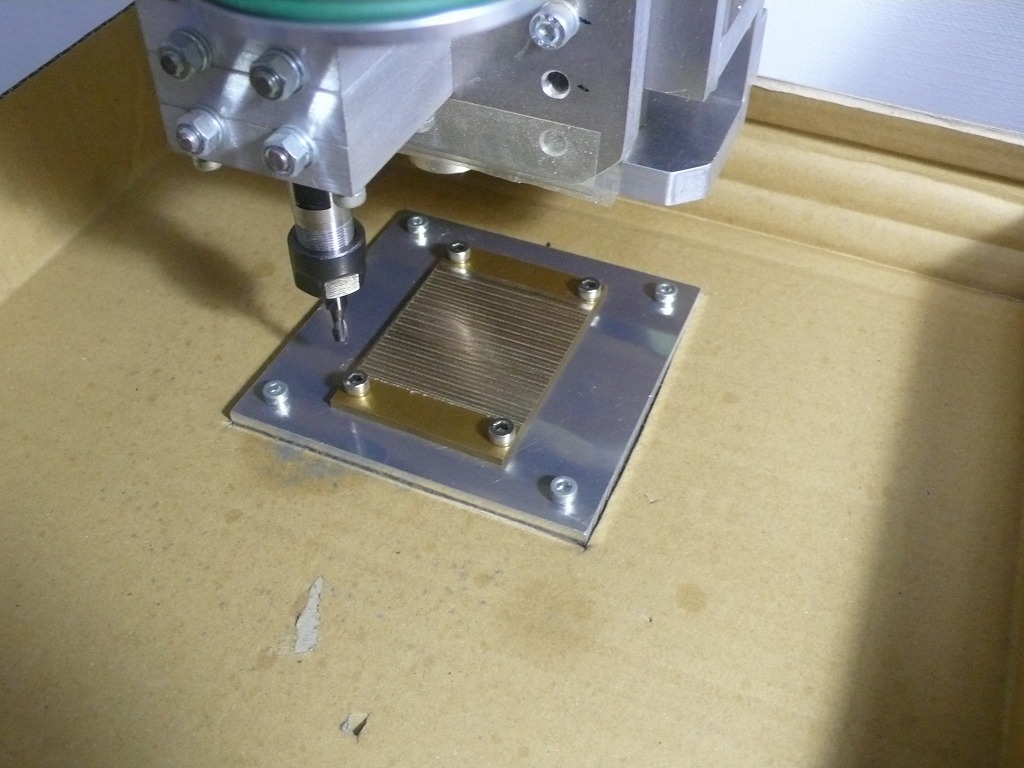
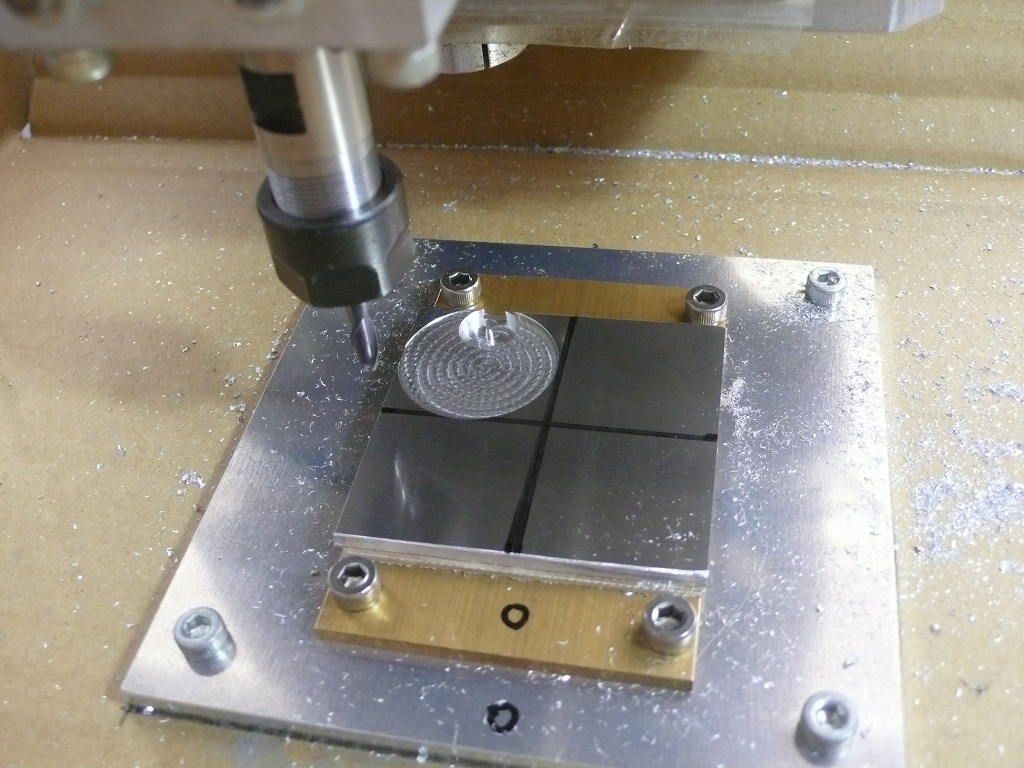
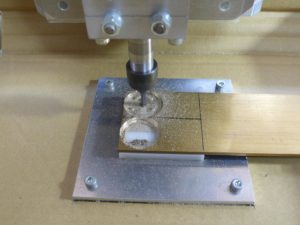
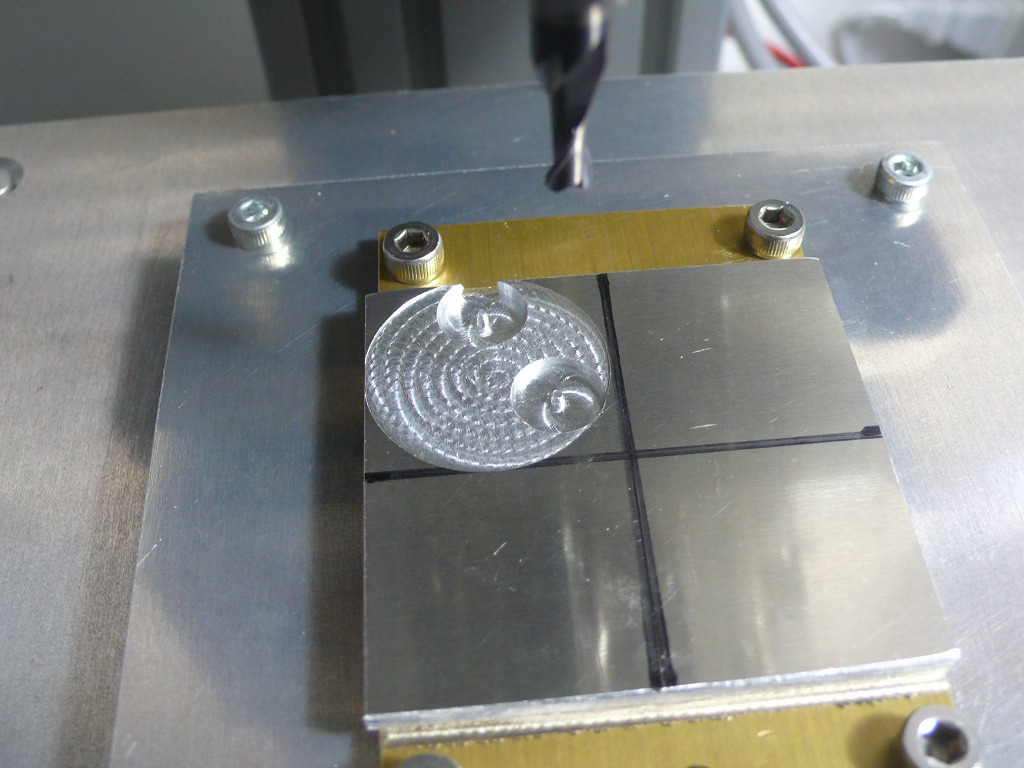
早速切削してみる。
前回と同じくトゥールビヨンの柱部分を試してみる。
うーーん。
まだ0.15mmほど小さく加工される。
改善前の0.26mm前後に比べると確実に改善されているが、それでもイマイチだ。
他の原因として考えられるのは、振動だろうか。
今日は、時間切れなので、またいろいろ調べてみる。