キャリッジ部分の切削をする。
材料は0.5mm厚の真鍮板だ。
穴部分は0.5mmのエンドミルで切削し、外周部分は2.0mmのエンドミルで切削した。
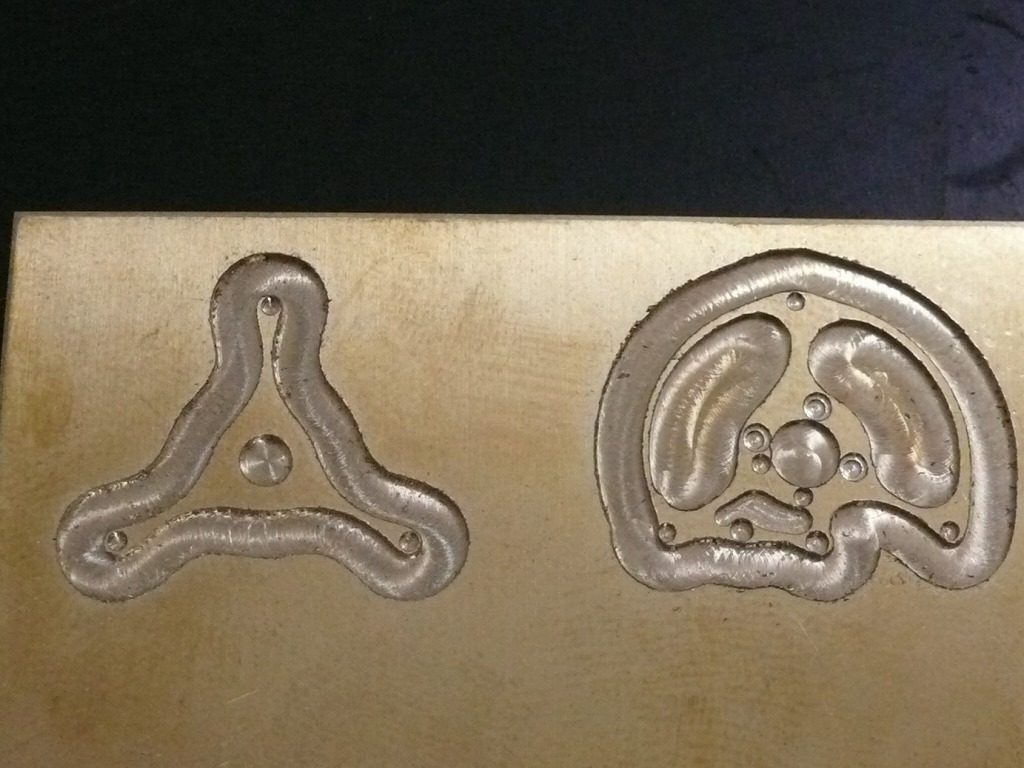
なんか形が変だ?
エッジが鋭角にならずに丸められ、形がいびつになっている。
mach3のマニュアルを見てみる。
以下抜粋
|
マシニングシステムは2種類のパスコントロールモードのうちの1つの状態をとります。 (1) 完全停止モード(exact stop mode) (2) 定速モード(constant velocity mode) 完全停止モードではそれぞれのプログラムされた動きの最後で、短時間機器が停止します。定速モードではパスの鋭角コーナーで小さな円を描くことで、フィードレートが維持されます。 |
定速モードなのがダメみたいだ。
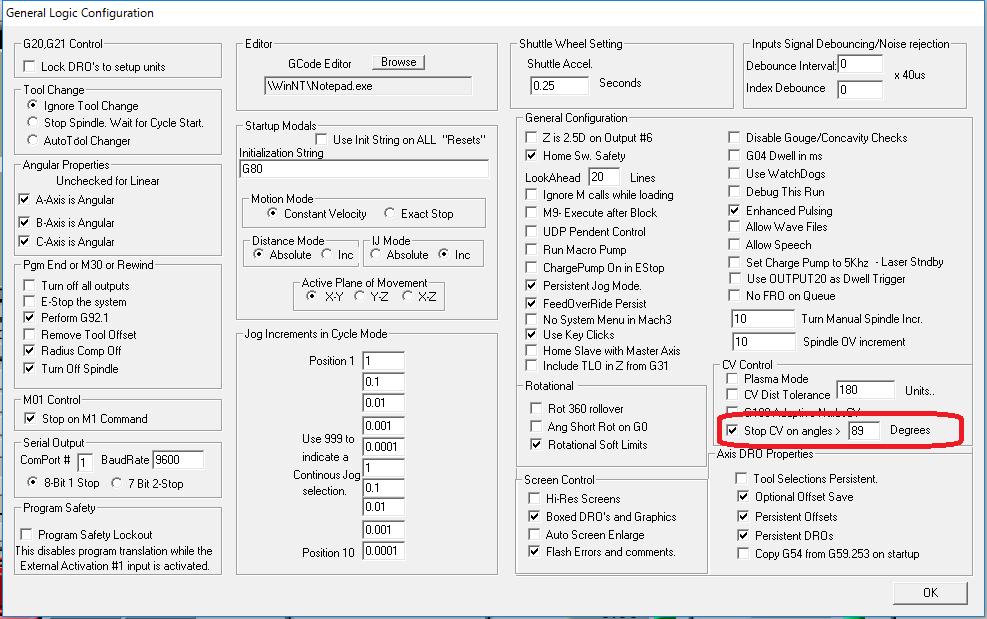
さらに調べると、[Config]-[General Config]の[Stop CV on Angles]を89に設定したらよいらしい。
設定して、もう一度切削する。
外周部分は2.0mmのエンドミルを使う意味があまり無いので、全て0.5mmのエンドミルで切削する。
今度は、いい感じの形になった。
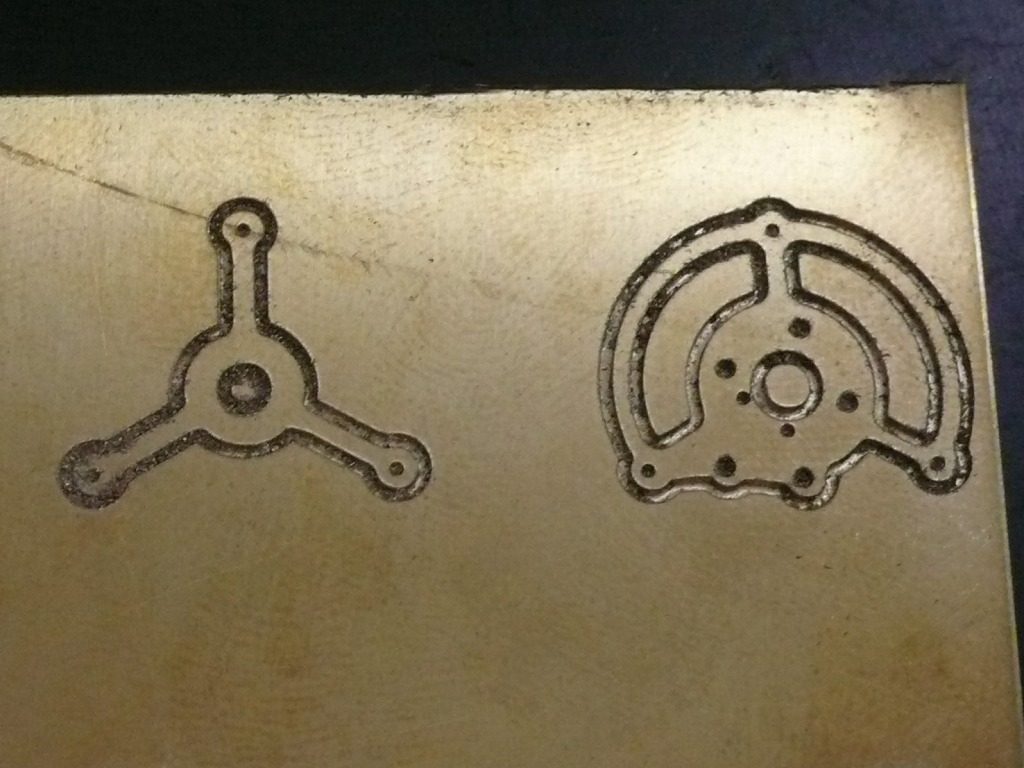
動画を見るとエッジ毎に一旦停止しているのが分かる。
0.5mmのエンドミルが折れるのが怖かったので、CRC556をスプレーしてウェット状態で切削てみたが、ドライと差は無いように思う。ベタベタするだけなので、今後はドライで切削する。
ワークから成果品が抜けない。
0.02mmの薄皮を残して切削しているが、それ以上の厚さ残っているようだ。
カッターで無理やり取り出したらボロボロになった。

今度は逆にワークより0.1mm深く削る設定に変更してみた。
下にPOM板を敷いているので、突き抜けても問題無い。
今度はワークから成果品が簡単に抜けた。
両面テープで固定しているため、切削中に成果品がずれることはなかった。
しかもPOM板もキレイなままだ。
軽くバリ取りしたもの。美しい。
なんかツールビヨンが作れそうな気がしてきた(笑)
