トゥールビヨンの柱部分をCNCで切削すると、上にいくほど細く加工され、円もキレイにできない。
これを改善しないと美しい部品はつくれない。
まずは加工のテストをしてみる。
捨て板は真鍮板とし、あらかじめフライスでさらって平面出しをする。シマシマに見えるが指で触るとツルツルしている。
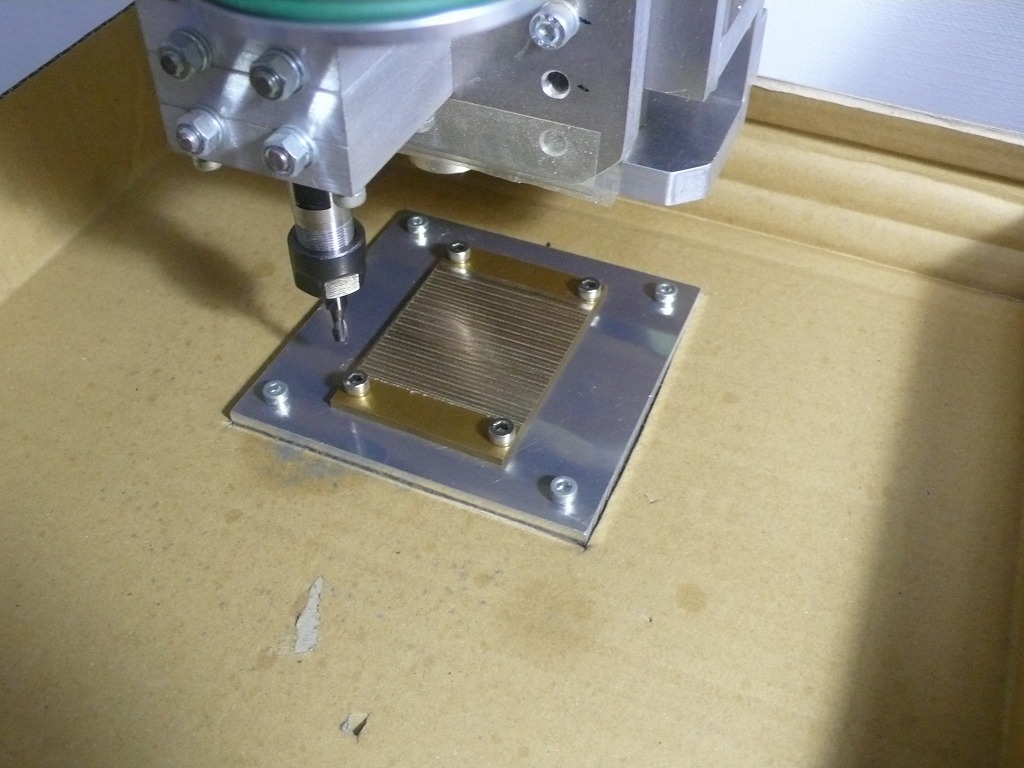
材料(ワーク)はジュラルミンA2017。
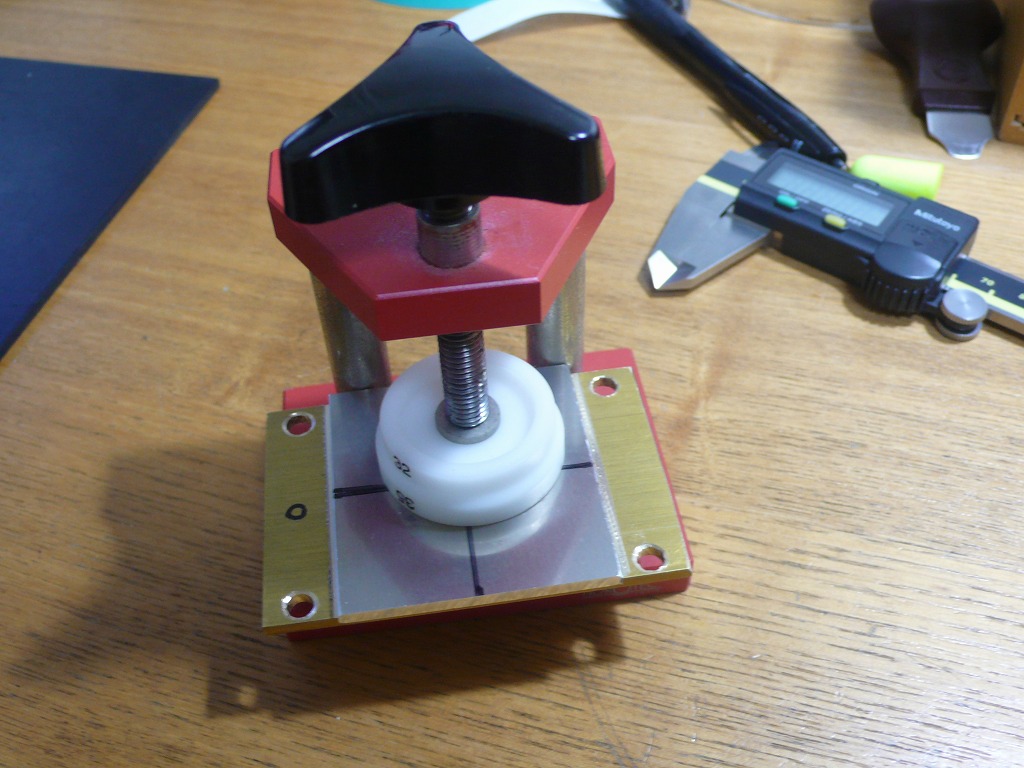
材料の固定は両面テープをやめ、先ほどの真鍮板に瞬間接着剤でがっちり固定する。
バイスが無いので、裏蓋を閉める道具で固定。
加工してみた。
エンドミルは大きめの4mmを使用。エンドミルは太い方が振動が少ないので正確な加工ができる。
(少し前まで、細い方が正確な加工ができると勘違いしていた・・・)
加工速度は、F400からF100に下げた。
荒削りは設計より0.2mm大きくし、仕上げで削りで設計通りの切削をし、最後にゼロカットする。
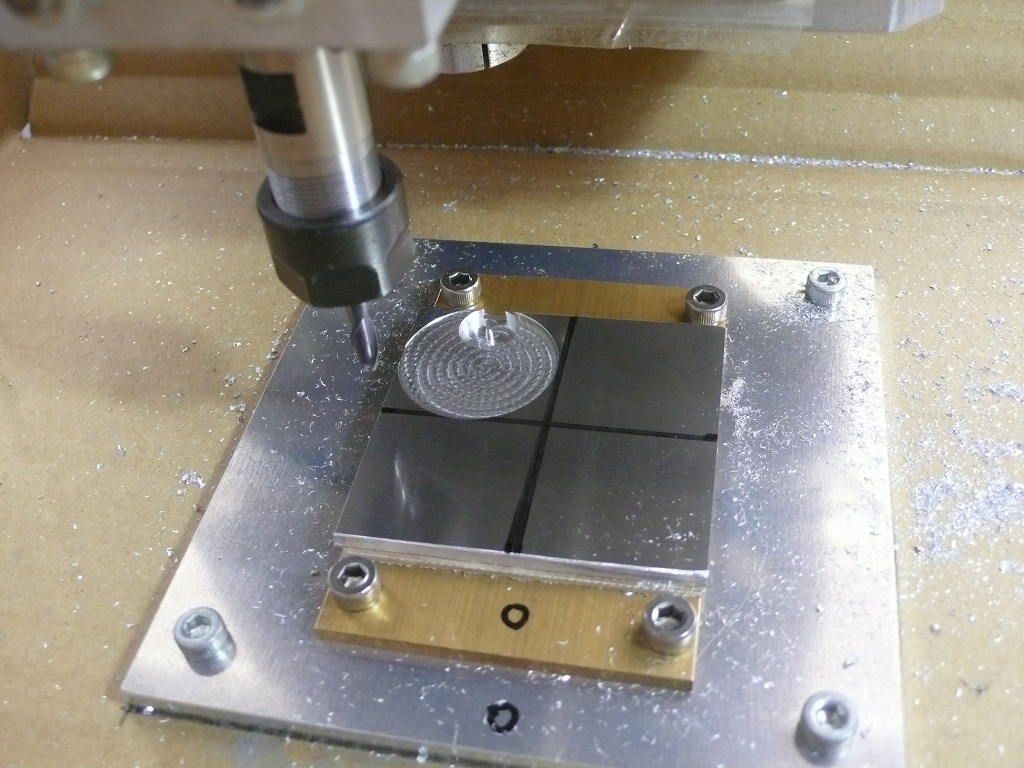
うーーんイマイチ。
丸の形状は比較的キレイにできたが。
柱の細い部分は設計値 1.20ファイなのに、0.94ファイしかない。
柱の太い部分は設計値 1.50ファイなのに、1.22ファイしかない。
つまり、設計値より0.26mm~0.28mmも小さく加工される。
前から、ポケット加工、島加工すると、島の部分は設計値より小さく、外周部分は設計値より大きく加工されていた。
材料の固定方法を変えてもあまり改善されない。
原因はだいたい分かっている。
それはスピンドルの振れだ!
既に、ヤフオクでデジタル ダイヤルゲージは購入している。