激安中華スピンドルモーターが届いた。
注文してから約1週間で届いた。早い。
DHLだったのか良かったのかもしれない。

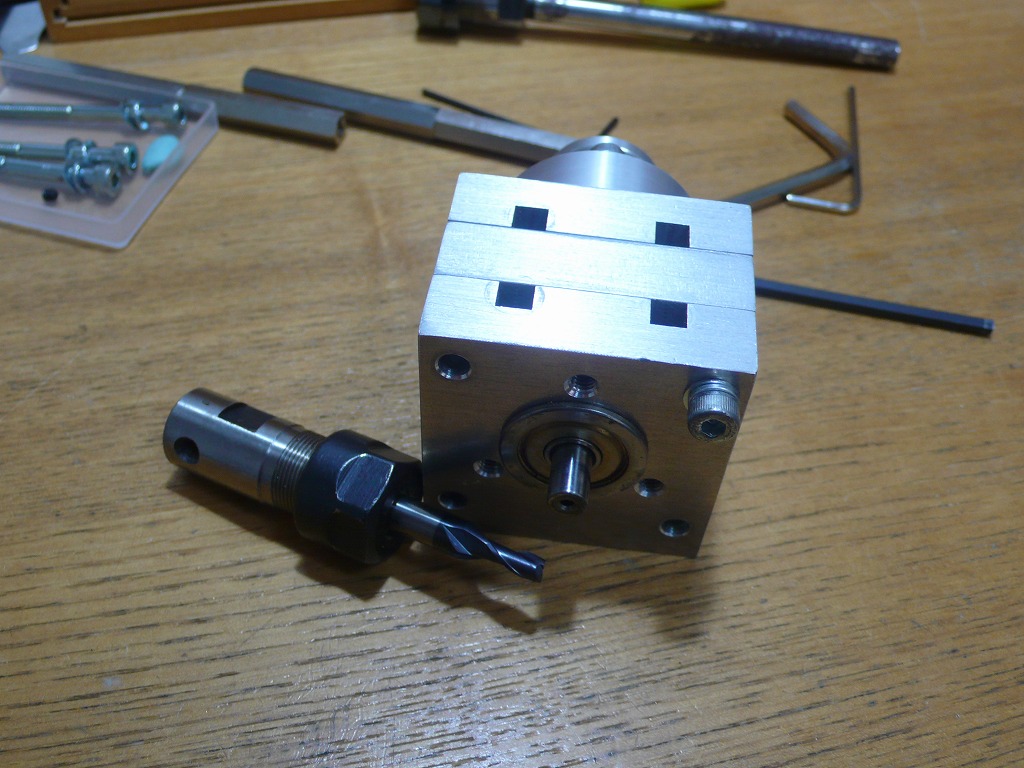
箱を開けてみる。
きちんと注文したモノは揃っていたが、ケーブル類の付属は一切無い。
ケーブルは自分で用意しなければいけないのだ。
インバーターのマニュアルは入っていたが、スピンドルのマニュアルは無い。

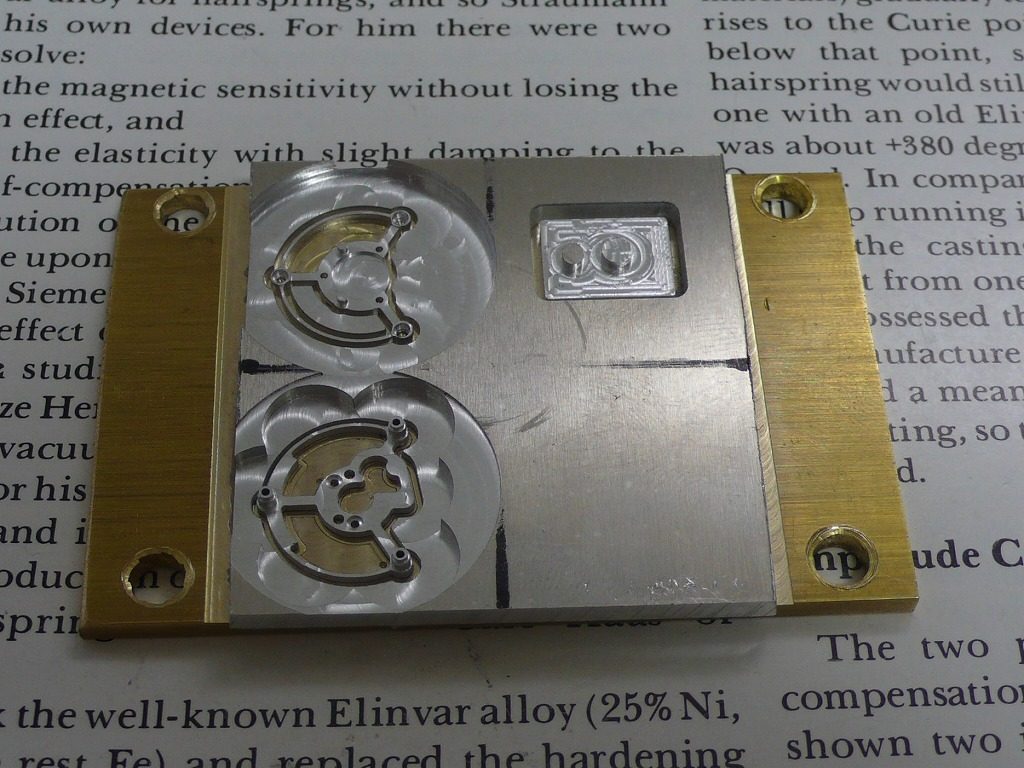
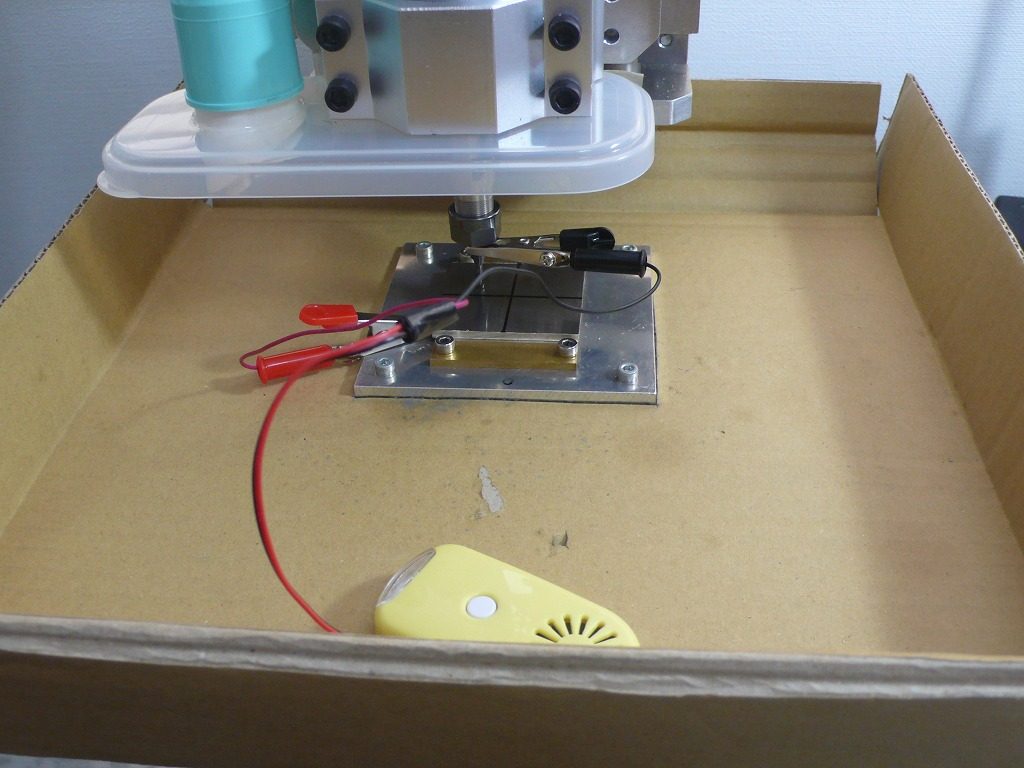
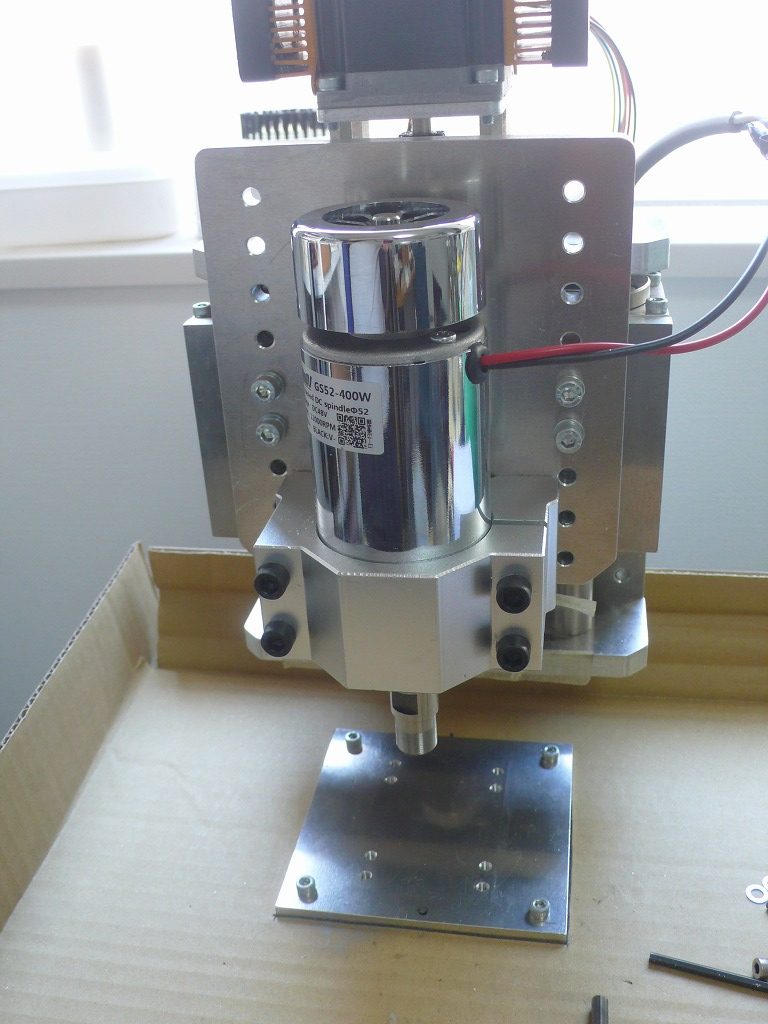
想定外だったのは、スピンドルモーターの重量が重たいこと。
モーター本体より、四角い外枠が重いように思う。アルミではなく鋳鉄製っぽい。
購入したサイトを見ると、3.5kgもある。今のステップモーターでZ軸を動かせるか不安。
四角い外枠の付いたスピンドルモーターを購入する際は、重量に注意した方がよい。
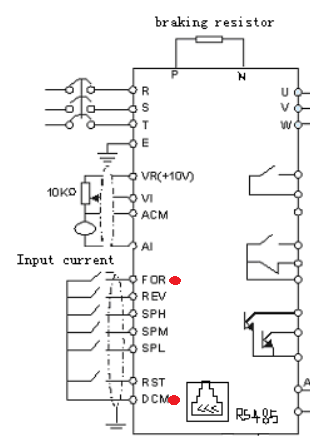
ケーブルの接続をする。
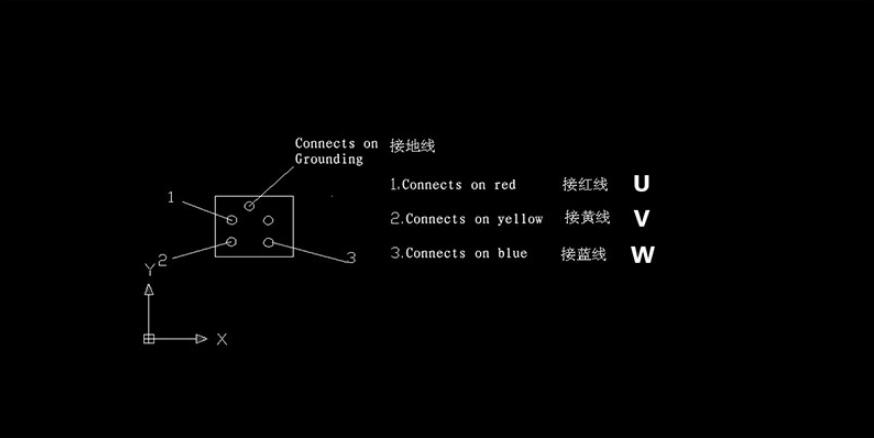
スピンドルモーターはUVWの3線のはずだが、コネクタがなぜか5ピンもある。

ネットで調べると1,2,3につなげると良いらしい。
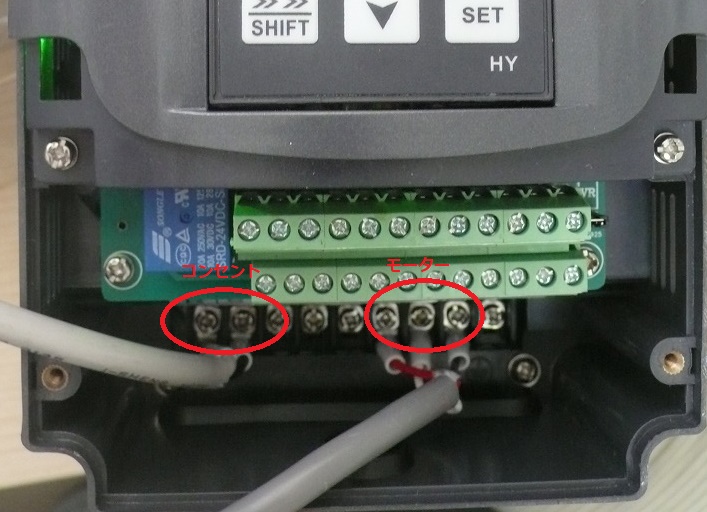
インバーターの左側の端子にコンセントのケーブルを接続し、右から2番目の3つにモーターを接続する。
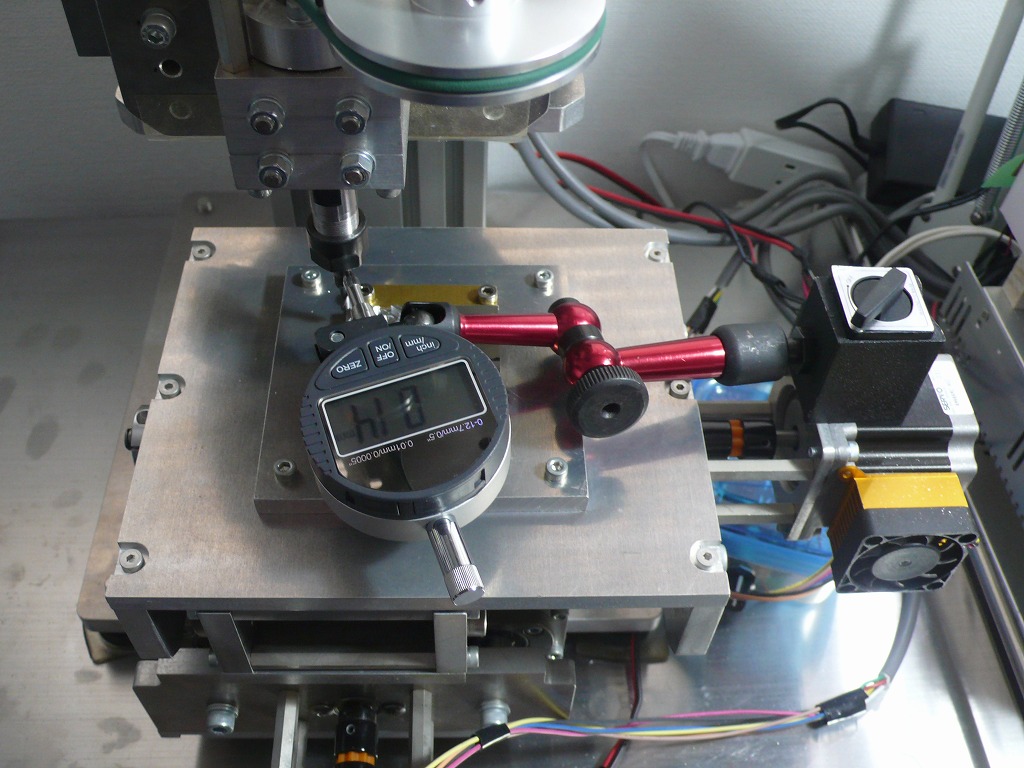
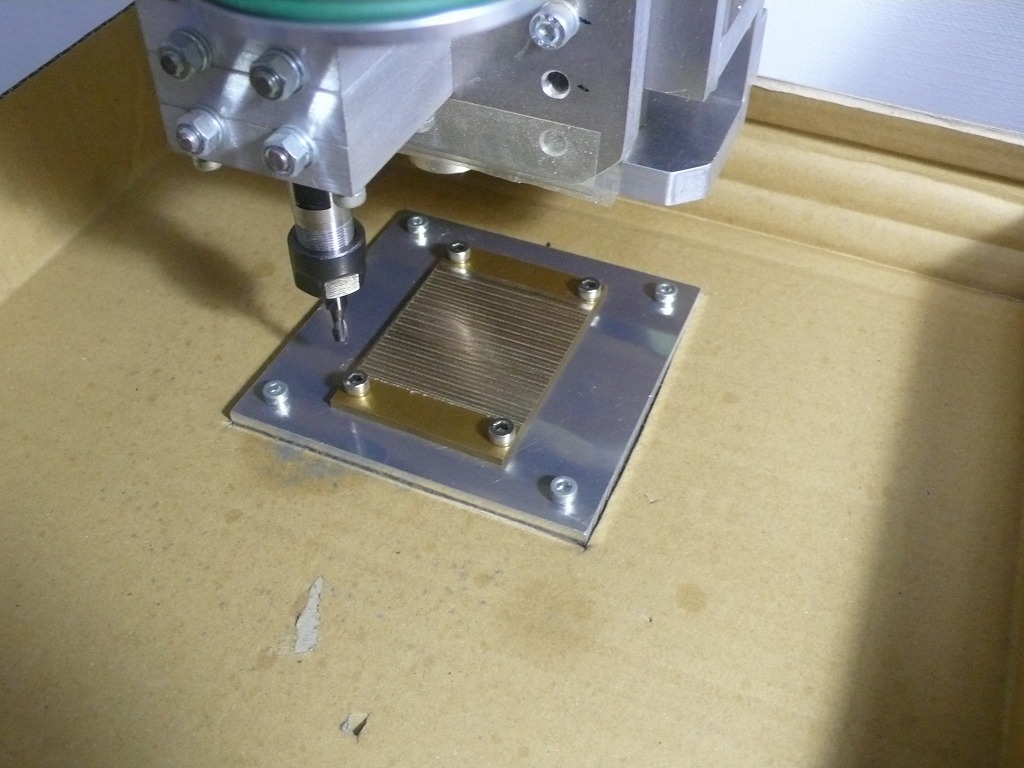
動作させてみる。
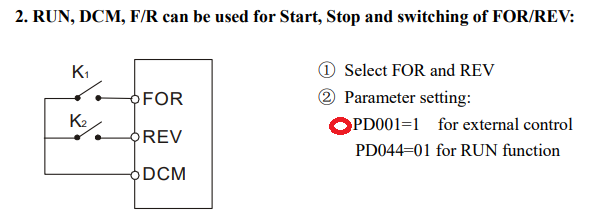
インバーターの「RUN」ボタンでスタート、「STOP」ボタンで停止する。
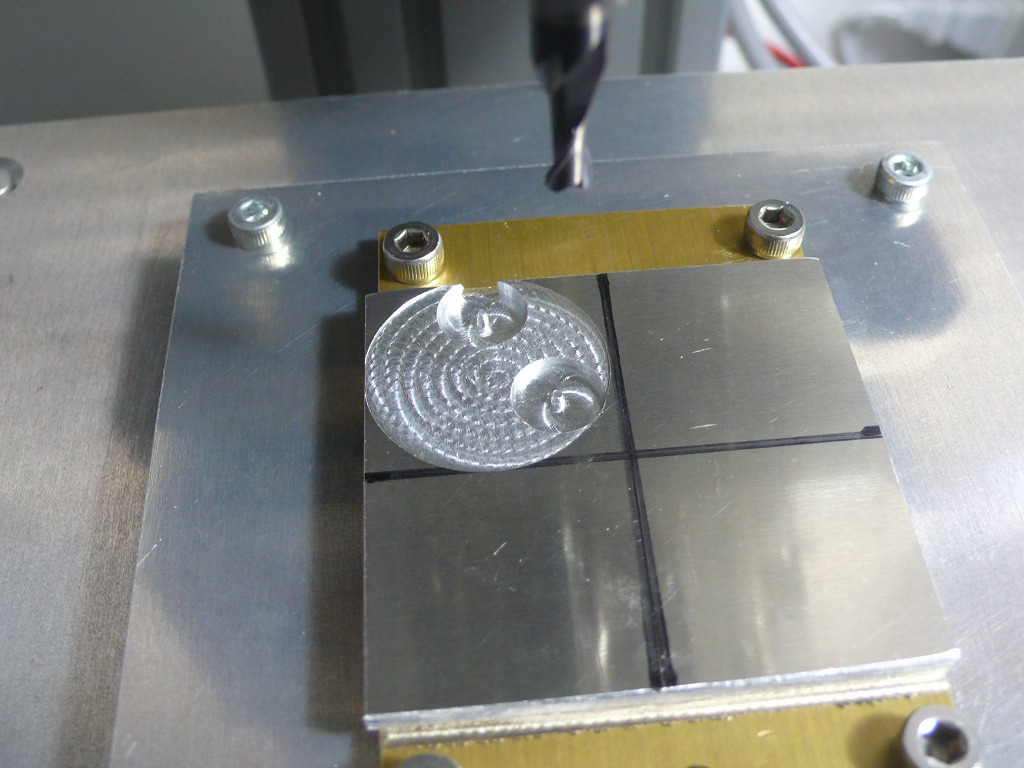
スムーズかつパワフルだ。しかも静か。
つまみを動かすことで、回転速度を調整できる。
つまみを右にいっぱい回すと400Hzで24000回転になる。
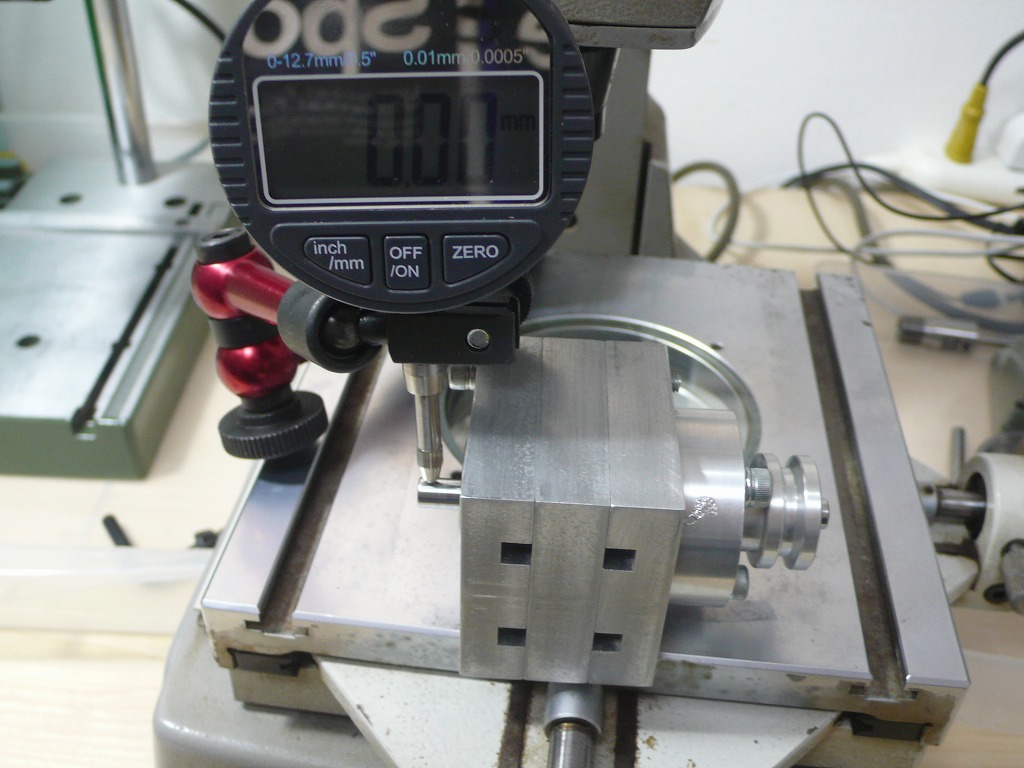
最高回転でも振動もなく超絶スムーズ。

何かおかしいと思ったら、スピンドルが逆回転していた。これは、インバーターとスピンドルを接続している、UVWのケーブルどれか2つを入れ替えるだけでよい。
マニュアル通り結線したつもりだが・・・まぁいいか。